

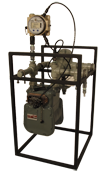
Bear Dump Valve
Reliable, Solar Ready and Zero Emission
Calscan Solutions introduces a piece of technology solving reliability issues associated with legacy linear and ball valves. The field proven Bear Dump Valve is easy to service, designed reduce operation expenses and solar ready for your separator.
This valve is part of the Bear Fail Safe System for electrifying your separator. Below are easy to read white papers on how the Bear System works or if you prefer jump right to the Bear product datasheets.
Bear System Technical Papers:
- Simplified Bear Fail Safe System Overview
- Field Tour: Zero Emission Separator Brownfield Retrofit
- Field Tour: Zero Emission Separator Greenfield Upgrade
- Electrifying the Wellhead: Chokes
More solutions are shown below:
- Methane Measurement
- GHG Vent Gas Measurement
The Hawk Vent Gas Meter is designed to measure and digitally log low flow vent gas, such as methane, with high accuracy. It can be configured for a variety of vent flow applications
- Compressor Seals Vent Gas Measurement
The Hawk Vent Gas Meter is designed to measure and digitally log Compressor Seals venting with high accuracy and low back pressure
- Permanent Vent Gas Measurement
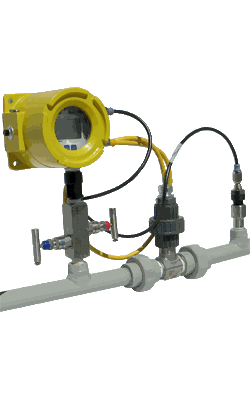
The Hawk 9500 configured with a high performance gas turbine can measure and log vent gas on compressors and vapor recovery units.
- Methane Reduction
- Bear Failsafe System for Separators

Calscan’ Bear Fail Safe System allows you to use standard electric actuator where you need power fail safe.
- Solar Ready Bear Electric Actuators and Valves

Reliable valves and low power linear and 1/4 turn actuators
- Surface & Fracking Measurement
- Buildups / Flow / Hydrostatic Testing

The Hawk 9000 surface gauge can be configured to log well build ups, hydrostatic tests, and liquid and gas flows.
- Fracking
DFIT & OFFSET Monitoring
When you need to monitor rapidly changing data, the Hawk can monitor all if its sensors at the same time with a one second sample rate.
- Downhole Measurement
- TCP / Gradient / Buildup Testing

Calscan’s fleet of reliable downhole pressure temperature recorders can be used for a variety of testing situations for pressures up to 30000 psi and temperatures to 200°C.
- SRO and BubbleTube

Calscan make a variety of downhole pressure monitoring systems that can be read from surface for permanent and drop spool applications.
- Separator
- Portable Cyclone Test Separators
The Bear Portable Cyclone Test Separator uses cyclone technology to improve the separation performance and reduce the physical size compared with standard separators.
Frequent Questions
New Products:
Calscan's Bear Dump Valve is a low power reliable valve designed for the rigors of your separator.
Newest Calwin:
Equipment Repair:
Download the RMA Request Form and email it to rma@calscan.net.
Sales Information:
Need more information? Email sales@calscan.net